
客户名称:电池化工废水案例
日处理量 2400mm3/d
项目性质:总氮去除
项目概况:主体处理工艺为调节池—一级除氟池—二级除氟池—一级脱氮池—初沉池-AO处理池-二沉池-排放口
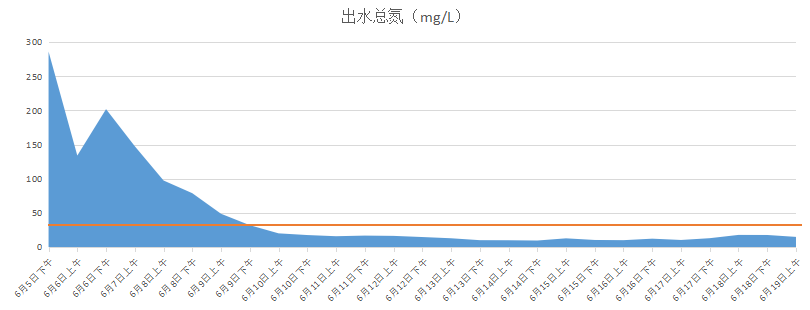
处理现状:反硝化菌不足,碳氮比不均衡,出水总氮为50-200mg/L
处理要求:总氮至40mg/L以下,COD控制至150mg/L以下
产品使用效果:3日后出水氨氮显著降低,10日后氨氮稳定于8mg/L以下
生化系统问题
①生化系统生物脱氮能力崩溃,反硝化能力差;
②污泥浓度低,污泥沉降快,无机污泥偏多;
③生化系统抗冲击能力弱;
④生化系统营养碳氮比失衡。
生物修复方案
①不改变水站原有设施的条件下,采用库巴鲁“复合碳源”+现用反硝化菌种的方式对生化系统进行优化。
②对各系统进行操控,提升泵的流量调节、主反应区搅拌效果(曝气大小)、加药设施、泥水分离设施(沉淀池的泥位)、排泥设施、压泥等。
③做各个关键工艺参数点理化指标监测,保持系统污泥浓度MLSS在2500mg/L-3000mg/L,SV30在18%-25%,(另外还有氨氮、COD、总氮、DO等)。对处理后水质进行跟踪监控,保证出水水质。
④对污水处理厂运营人员进行专业技术培训指导。
处理结果
 水处理药剂
水处理药剂  生物水处理技术
生物水处理技术  智慧快检技术
智慧快检技术  水处理设备
水处理设备  第三方检测服务
第三方检测服务  提标改造与托管运营
提标改造与托管运营